RCO设备介绍
RCO是今年兴起的一种废气净化装置,废气净化效率能达到96.5%,热转化效率达到了97%以上,可以处理大风量、低浓度的有机废气!当废气中有机成分达到一定浓度时,其燃烧热量足以维持整个设备的正常运转,无需外加燃料,很大程度上节省了成本,基本没有二次污染。
与RTO相比,RCO的优点是采用了蜂窝陶瓷作为炉体材料,该材料极耐高温,热量散失小,反应更加充分。
(RTO模型图)
一、蓄热式催化燃烧炉的优点:
①方便控制:设备工作时,实现自动控制。
②低成本:设备启动,仅需15~30分钟升温至起燃温度(有机废气浓度高时),运行耗能仅为风机功率。
③结构合理:设备配有阻火除尘系统、防爆泄压系统、超温报警系统及先进的自控系统。
④净化效率高:采用先进的贵金属钯、铂浸渍的蜂窝陶瓷催化剂。
⑤热源可循环使用:余热可返回烘道,降低原烘道中消耗功率;也可作其它方面的热源。
⑥耐用:催化剂一般4年更换,并且载体可再生
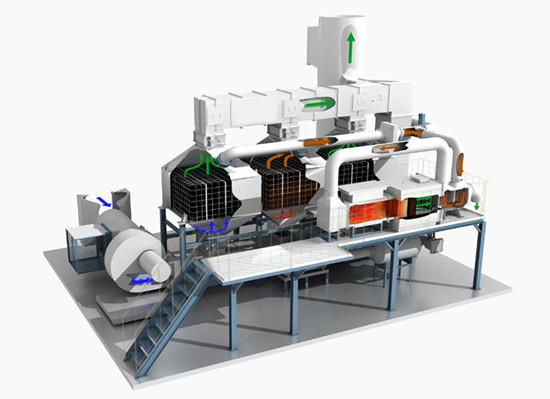
二、工作原理:
废气经鼓风机进入炉体,升温至350℃左右,废气在催化剂的作用下氧化分解为二氧化碳和水,之后反应产物进入陶瓷蓄热体,这时候炉体内大部分的热量被蓄热体吸收,废气再经烟筒排出。蓄热式催化燃烧炉由三个蓄热室构成,废气在设定好的程序控制下,循环执行以下流程:进入蓄热室,废气预热,进入燃烧室,放热后排放。反应过程中一部分气体被引回第三室,吹散残留的未处理废气。
三、相关部件:炉体;催化蓄热体;燃烧系统;鼓风机;自动阀门。